昨年末に切り出しを製作してきました。その備忘録として。
他の資料からの裏付けはとっていないことを断わっておきます。
師匠が鍛接されたこんな材料を使用。全長20cmほど。
材質は地金は軟鉄(詳細聞きそびれ。おそらく汎用な材料)。
鋼の部分は青紙2号のAと呼ばれるもの。
昔は青紙の1号のA,B、2号のA,Bとあったそうだ。
青紙2号のAはC1.12~1.13%のものを指す。
ちなみにチョーク印のある方に鋼がついている。
鋼のほうに反っている。このようにそろえて鍛接されていた。後ろにYSS出自の加熱色・加熱温度の表があるのは秘密。
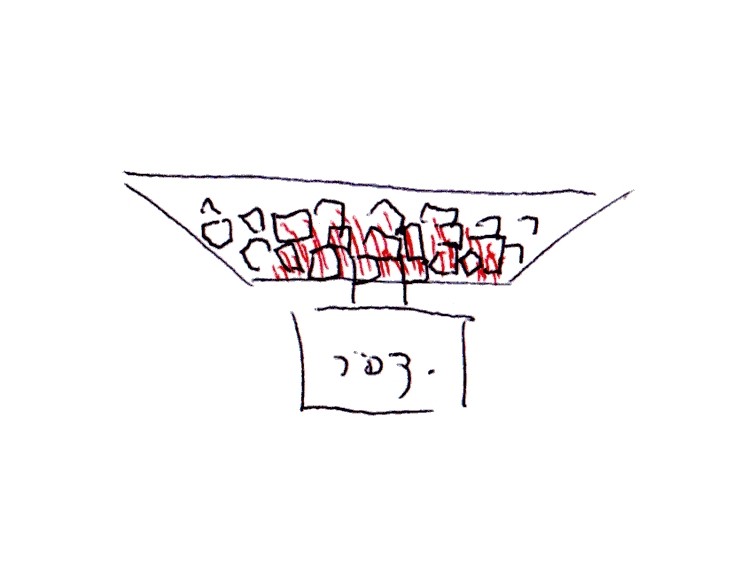
先端部は高速カッターで切断された様子。下の絵のような製作方法を取っているのではないかと推測できる。地金の中心に鋼を鍛接し、その中央(赤線の部分)を高速カッターで切断する。効率がよさそうである。
鍛接された材料のほかに利器材も参考品として置いていた。外観・手触りは一般的な圧延鋼板によく似ていた。一方の鍛接品の肌はざらざらした手触り。 利器材のほうが硬度が上がりにくいとの説明を受けた。とはいえ、鍛接のできない身分としては十分に選択肢に入る。
色んな工具があった。
火造りのセッティング中。
師匠特注の鍛造炉。炭の量はそれほど必要ない。炉の投入口にピッタリな炭用スコップ(という表現でいいのかは不明)も。今回の金床は蜂の巣の端面を使用。これは意外だった。しかし考えてみると、そのほかの金床は最重量品で20kg。蜂の巣はその2.5倍程度あると思われ、理にかなっている。炭の量としては(師匠は)写真奥の青い容器に入っているもので十二分。素人はこれでも足りなかった(^^;)炭の大きさはふるいの目で「八分」となる大きさ。
簡単に炉の構造を示す。右側にブロア、左側に炉がある。接続口にはバルブ(キャンプで使うガソリンストーブのポンプのよう!)がついており風量の調整が可能。また、下には側面から見た図を示す。ブロアの送風口は炉の中央にあり、送風口のかなり奥まで炭を置くことができる構造になっている。これにより、長手の材料でも中央から加熱することが可能になっている。後述するつもりだが、材料は端部ほど加熱されやすい。ただ、
過熱は脱炭による鋼の硬度低下の原因になり、刃物としての質の低下につながるため可能な限り避けたい。それを避けるため中央から加熱できる構造になっている。

作業の初めに、切り出しの柄の部分1.5~3cmほどを鋼の側に曲げる。これは火造りの際にやっとこで掴みやすくするためのもの。やっとこ等の工具はおそらくほぼ自作…。さすが鍛冶屋の師匠でした。やっとこの長さは40~50cm程度だったと記憶。火造りの温度は900度。
今日はここまで。本当は火造りまで書くつもりだったんだけどな~。詳しく書くといろいろかけてしまって困る。いろいろ忘れてしまっていることも思い出してもっと困る。他にも思い出したら追記します。
ではまた。ばいびー。









2 件のコメント:
とても興味深いです。
続きを楽しみにしてますw
>ものずきさん
そういってもらえたら頑張れます(笑)
ぼっちらぼっちら書いてみます!
コメントを投稿